










设计铸铁试验平台铸件时,不仅要保证使用性能的要求,还有满足铸件在制作过程中工艺性的要求。即考虑铸造生产工艺和合金铸造性能对铸件结构的要求。应尽量使生产工艺中的制模,造型,制芯,装配,合型和清理等各个环节简化,节约工时,防止废品产生,符合合金铸造性能的要求,以避免出现如缩松,缩孔,变形,裂纹,浇不足,冷隔,气孔和偏析等缺陷。使铸件的具体结构与这些要求相适应,以达到工艺简单,经济,快速的生产出合格铸件的目的。铸铁试验平台的结构是在铸件的连接或转弯处,应尽量避免金属的积聚和内应力的产生,壁厚与壁薄相连接要逐步过度,并不能采用锐角连接,以防止出现缩孔,缩松和裂纹。
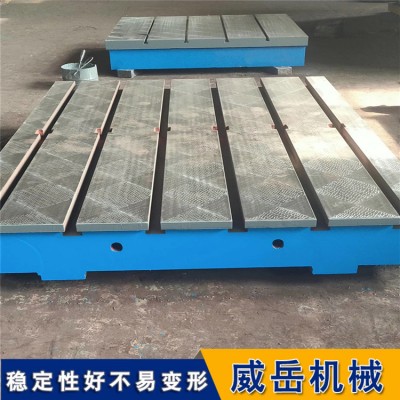
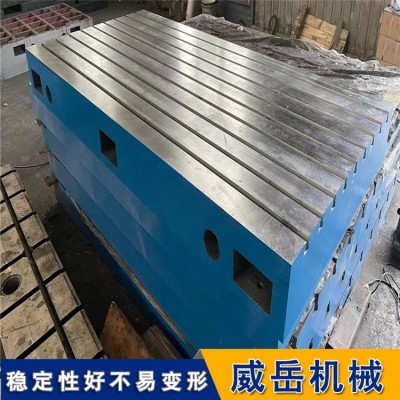
相对细长件或大而薄的铸铁试验平台件,为防止弯曲变形,应采用对称或加筋的结构,铸铁试验平台铸件的结构设计合理与否,对铸件的质量,生产率以及成本有很大的影响。铸铁试验平台铸件的机构包括:铸件外形,内腔,壁厚,壁与壁的连接及加强筋,凸台,法兰等。
关于铸铁平板的检测重合度,不确定度分为三种用水平仪或自准直仪检定平板平面度时,是按规定截面和检定点读取数据,通过数据处理获取平面度误差值。由于采用了多余观测,必然产生重复检定点。
所谓重复检定点是受检稳各截面的交汇检定点,如平板中点是两条对角线、两条中线4个截面的交汇检定点,这一点即为重复检定点。从理论上讲,重复检定点的平面度值是不变的,即不同截面检定到这一点平面度值应相同。
但是由于各个截面检定时受到基准、环境、仪器和操作等因素的影响,不可避免地带来检定误差,致使重复检定点所得平面度偏差值不重合。通常把不同截面重复检定点平面度偏差值的差值值称为重复检定点平面度的重合度,简称重合度。
铸铁试验平台毛坯铸造分为树脂砂造型和水泥沙造型,现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,树脂砂造型多用于大型机床铸件和平台铸造,价方面要高于水泥沙造型的铸件,80的铸铁试验平台采用水泥沙造型进行铸造铸件,这样既能满足铸铁试验平台技术参数的要求,又降低铸铁试验平台的制造成本,是大多数厂家制造平台时用的工艺流程。http://www.chinaweiyue.com/
去掉铸铁平台铸件白口退火又称为高温石墨化退火。铸铁试验平台铸件表层及一些薄截面处,在冷凝过程中冷却速度较快,容易产生白口组织,使铸铁试验平台铸件的硬度和脆性增加,造成切削加工困难、易剥落,因此采用退火(或正火)的方法去掉白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500—550℃再出炉空冷。在高温保温期间,游高渗碳体和共晶渗碳体为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也,发生石墨化过程。由于渗碳体的,导致硬度下降,从而提高了切削加工性。
一般检验铸铁试验平台精度的办法有很多,比如说有用铸铁平尺检验的,用电子水平仪检验的,有用钳工水平仪检验的,还有些客户用三坐标检验的,但是用铸铁试验平台并不太适用,基础平面因为是一个精度特别高的平台,它上面的设置已经和平面特别平行,所以如果把铸铁试验平台放在上面检验精度的话,铸铁试验平台和基础平面的接触中,铸铁试验平台的底部是没有精度的这将会大大加大它的测量误差。








