








无机保温材料与有机保温材料接触处可视为第一界面,外保护层与土壤接触处视为第二界面,地表与空气接触面视为第三界面。在计算温度时应先控制三个界面的温度,第一界面的温度应控制在有机材料得耐温能力以下,第二界面温度应控制保护层的防腐、防水及机械性能不遭受大幅度衰减或破坏的前提下;第三界面温度则控制不会因界面温度升高而使得管道周围土壤热阻值提高,从而影响第一、二界面温度升高从而破坏保温结构。所以在保温结构计算过程中,应准确校验当地极高、极低环境温度的影响,必要时应及时调整保温层结构的厚度来确保结构的安全。同时,计算过程中还应符合结合节能50%管网输送效率提高到聚氨酯保温管在国外发达国家已成为一项成熟的先进技术。近十几年,我国供热工程技术人员通过研究此项先进技术,推动着国内管网敷设技术向更高的层次发展。聚氨酯直埋保温管以高功能聚醚多元醇组合料和多次为原料经化学反应发泡而成,由于其施工简便、节能防腐、容重轻、
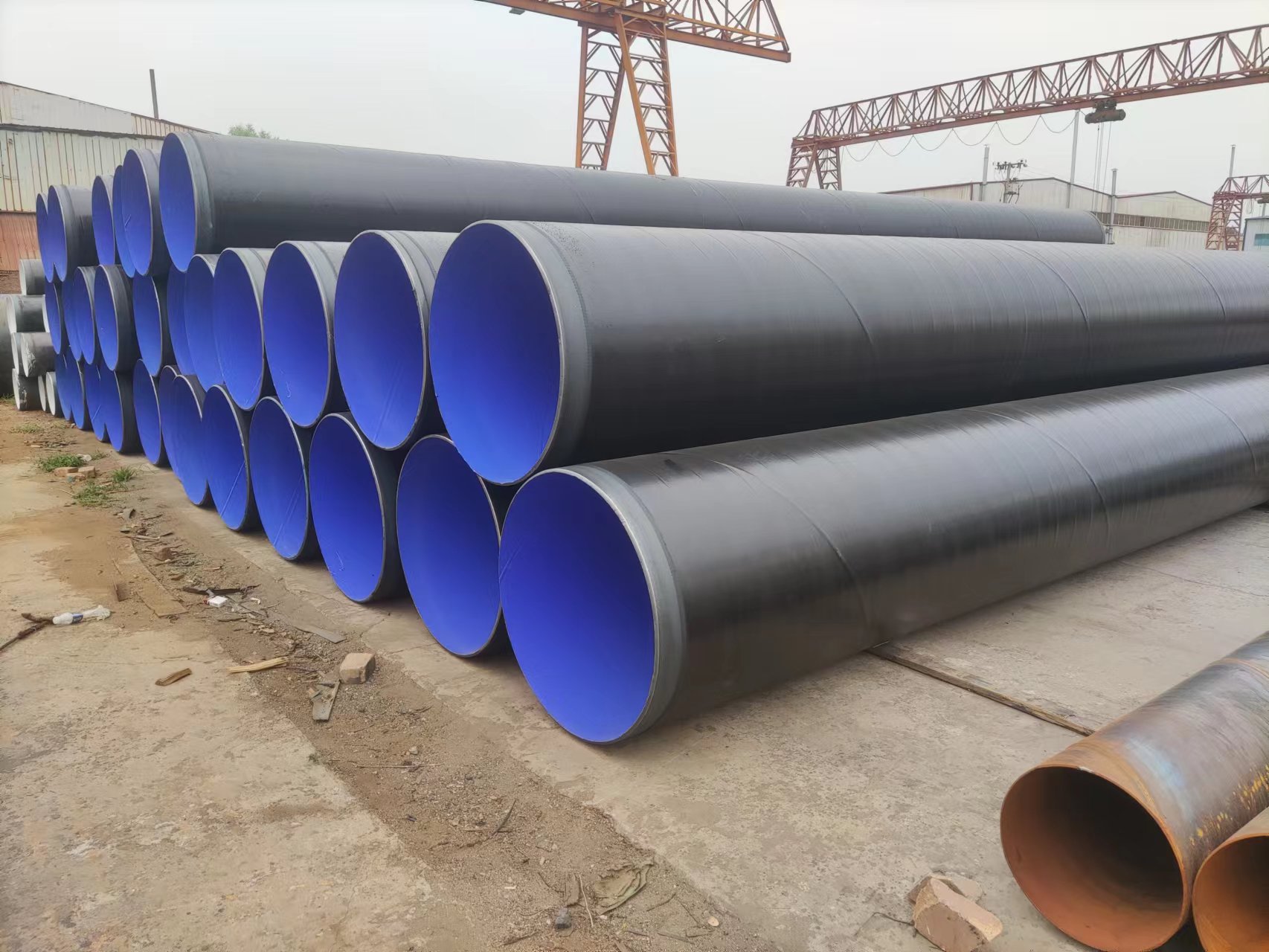
保温性能好,热损失仅为传统保温管材的25%,长期运行可节约大量能源,显著降低能源成本。
2、具有很强的防水和耐腐蚀能力,无需敷设管沟,可直接埋入地下或水中,施工简便快捷,综合造价低。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性能,可直接埋入冻土层。
4、使用寿命可达30年以上,正确的安装和使用管网维修费用极低。
国标螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送焊完的焊缝均经过在线连续超声波自动伤仪检查保证了1%的螺旋焊缝的无损)原材料即带钢卷焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接在卷成钢管后采用自动埋弧焊补焊成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。














